Guía de altura de capa para impresión 3D: Mejores configuraciones para PLA, ABS y PETG
Encuentra la mejor altura de capa de impresión 3D para PLA, ABS, PETG, TPU y resina. Configuraciones específicas de material para optimizar la calidad, velocidad y resistencia de impresión.

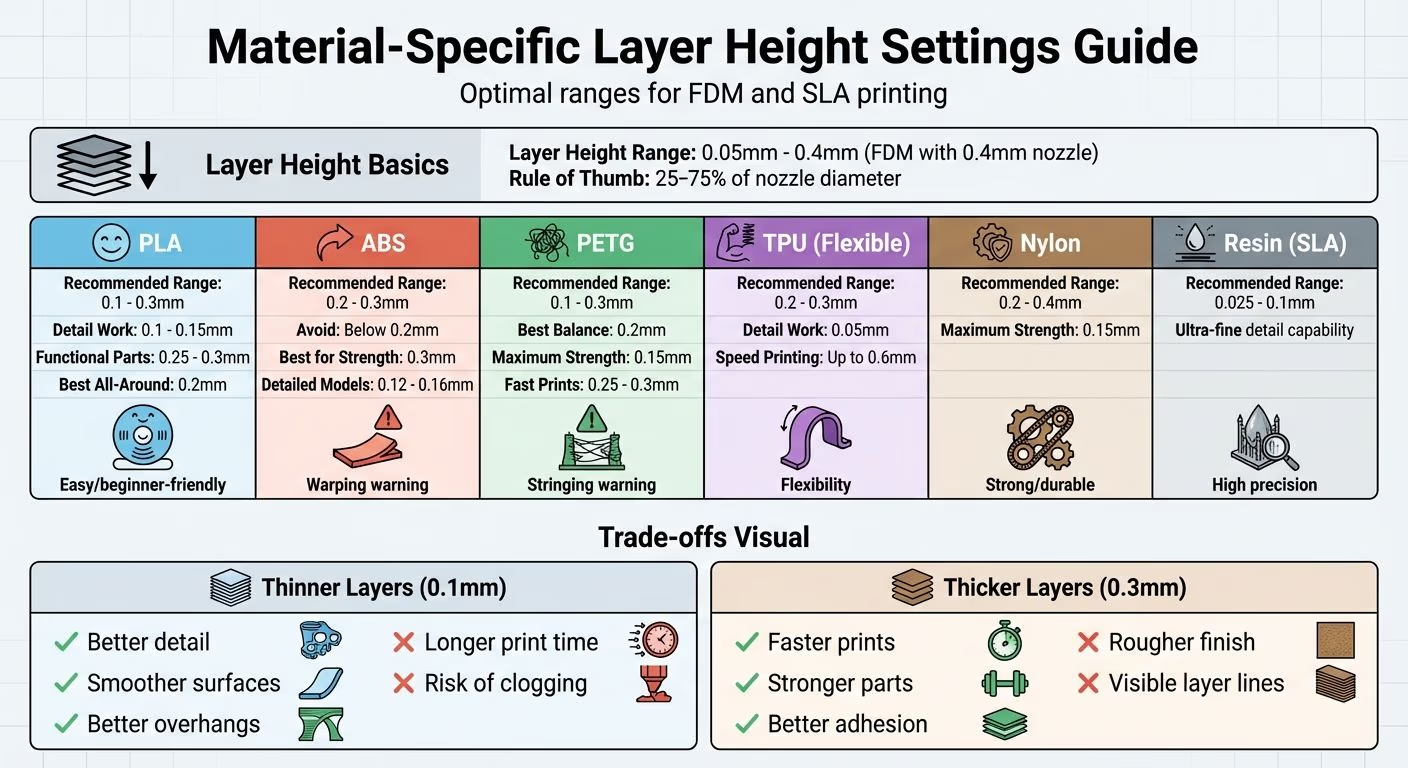
La altura de capa es una de las configuraciones más importantes en la impresión 3D. Afecta directamente la calidad, velocidad y resistencia de la impresión. La elección de la altura de capa depende del material y de los objetivos del proyecto. Aquí tienes un resumen rápido:
Consejos Rápidos:
Sigue leyendo para obtener consejos detallados específicos de cada material y trucos de solución de problemas para desafíos de impresión comunes.
Guía de altura de capa de impresión 3D específica para materiales: PLA, ABS, PETG, TPU, Nylon y Resina
Configuraciones de altura de capa para PLA
Mejor rango de altura de capa para PLA
Cuando trabajas con PLA y una boquilla estándar de 0.4 mm, encontrarás que una altura de capa entre 0.1 mm y 0.3 mm ofrece resultados fiables. Este rango facilita el ajuste de las configuraciones para diferentes tipos de proyectos. Para la mayoría de las impresiones diarias, una altura de capa de 0.2 mm logra un gran equilibrio entre detalle y velocidad de impresión.
Para impresiones que requieren detalles finos, como miniaturas, figuras u objetos con diseños intrincados, una altura de capa de 0.1 mm a 0.15 mm funciona mejor. Esto reduce las líneas de capa visibles y crea curvas más suaves. Muchos usuarios encuentran que 0.15 mm ofrece un excelente compromiso entre resistencia y calidad de superficie. Por otro lado, para piezas funcionales como soportes, plantillas o prototipos grandes, las capas más gruesas en el rango de 0.25 mm a 0.3 mm son ideales. Estas configuraciones reducen significativamente el tiempo de impresión al tiempo que proporcionan suficiente resistencia para aplicaciones prácticas.
Ahora, exploremos cómo la altura de capa influye en el equilibrio entre velocidad y calidad de superficie.
Compromisos entre velocidad y calidad con PLA
La conexión entre la altura de capa y el tiempo de impresión es bastante sencilla: aumentar la altura de capa puede reducir tu tiempo de impresión casi a la mitad. Por ejemplo, una impresión que toma 10 horas a 0.1 mm podría tomar solo unas 5 horas a 0.2 mm y aproximadamente 3–4 horas a 0.3 mm.
Las capas más delgadas mejoran la calidad de la superficie al minimizar el efecto de "escalonamiento", especialmente en superficies curvas o anguladas. También manejan mejor los voladizos, ya que cada nueva capa está más cerca del borde de la que está debajo. Por el contrario, las capas más gruesas resultan en líneas de capa más notorias y una apariencia más áspera y angular. Sin embargo, son perfectamente adecuadas para proyectos donde el aspecto final no es crítico y necesitas ahorrar tiempo.
sbb-itb-d35aaa6
Configuraciones de altura de capa para ABS
Mejor altura de capa para ABS
Cuando trabajas con ABS, mantener una altura de capa de 0.2–0.3 mm generalmente produce los mejores resultados. Bajar de 0.2 mm puede provocar problemas de manchas debido a la mayor temperatura de impresión del material.
"Con ABS, querrás ser más conservador con tu altura de capa. Intenta no imprimir por debajo de 0.20 mm, y la mejor altura de capa para ABS está más cerca de 0.30 mm (si la resolución no es el enfoque principal)." – 3DSourced
Las capas más gruesas no solo mejoran la adhesión, sino que también ayudan a minimizar el alabeo al retener el calor por más tiempo, lo cual es particularmente beneficioso al imprimir en una cámara cerrada. Para impresiones funcionales donde la resistencia es la prioridad, mantener entre 0.2 y 0.3 mm es ideal. Sin embargo, para modelos estéticos detallados, se pueden usar capas más delgadas en el rango de 0.12–0.16 mm, aunque esto aumentará el tiempo de impresión y exigirá un enfriamiento más preciso.
Solución de problemas comunes de ABS
El ABS es conocido por el alabeo y la separación de capas, a menudo causados por un enfriamiento desigual. La marcada diferencia de temperatura entre la cama caliente (típicamente configurada a 70–100°C o 158–212°F) y el aire circundante puede exacerbar estos problemas.
La altura de capa juega un papel clave en la lucha contra estos problemas. El uso de capas más gruesas ayuda a retener el calor por más tiempo, mejorando la unión de las capas. Combinar esto con un diámetro de boquilla más grande puede mejorar aún más la adhesión mecánica.
Para controlar el enfriamiento, mantén el ventilador de la pieza entre 0–30% o apágalo por completo para las capas iniciales. Esto asegura que las capas se unan mientras aún están calientes. Una impresora cerrada también es un cambio radical, manteniendo una temperatura ambiente constante de alrededor de 60–90°F (15–32°C) para permitir que el ABS se enfríe más lenta y uniformemente.
"El truco para que las piezas de ABS permanezcan en la cama durante una impresión y no se separen después de ser impresas es permitir que la pieza impresa se enfríe lo más lentamente posible y lo más uniformemente posible." – MatterHackers
¿Sigues encontrando problemas de delaminación, especialmente con impresiones más grandes? Prueba estos ajustes:
Estos ajustes pueden marcar una diferencia notable, asegurando que tus impresiones de ABS se mantengan fuertes y sin alabeos.
A continuación, nos adentraremos en las configuraciones de altura de capa para PETG.
Configuraciones de altura de capa para PETG
Mejores alturas de capa para PETG
Al imprimir con PETG, tienes mucha flexibilidad con las alturas de capa, que van desde 0.1 mm hasta 0.3 mm, dependiendo de los objetivos de tu proyecto. Para la mayoría de las impresiones, una altura de capa de 0.2 mm ofrece un punto intermedio sólido, equilibrando la calidad de la superficie, la resistencia y el tiempo de impresión. Si la resistencia es tu prioridad, opta por una altura de capa de 0.15 mm, ya que las capas más delgadas mejoran la adhesión entre capas. Para detalles aún más finos y uniones más fuertes, mantente en el rango de 0.1–0.15 mm, aunque esto aumentará el tiempo de impresión. Por otro lado, si buscas impresiones más rápidas con piezas funcionales, las capas más gruesas entre 0.25 y 0.3 mm pueden ahorrar tiempo y aun así ofrecer resultados aceptables.
Después de seleccionar tu altura de capa, ajusta configuraciones como la temperatura, la velocidad del ventilador y la separación de la primera capa para abordar la tendencia del PETG al stringing (hilos).
Ajuste de configuraciones de PETG para mejores resultados
El stringing (hilos) es un desafío común con el PETG, pero se puede minimizar ajustando algunas configuraciones. Comienza bajando la temperatura de tu boquilla entre 5 y 10°C, manteniéndote dentro del rango recomendado de 220–250°C. Además, asegúrate de que tu filamento esté seco, ya que el PETG absorbe la humedad fácilmente, lo que puede empeorar los problemas de stringing.
La velocidad del ventilador es otro factor clave. Apagar el ventilador de enfriamiento durante las capas cruciales puede mejorar la unión y la tenacidad de las capas. Sin embargo, si estás trabajando en características pequeñas o necesitas detalles más nítidos, aumentar la velocidad del ventilador puede ayudar a controlar el goteo y crear bordes más limpios.
Para la primera capa, considera aumentar ligeramente la separación en comparación con lo que usarías para PLA. Este ajuste permite que el filamento se deposite suavemente en lugar de ser excesivamente comprimido contra la placa de construcción. Esto no solo reduce el riesgo de adhesión excesiva, sino que también facilita mucho la extracción de tu impresión terminada.
A continuación, nos adentraremos en las recomendaciones de altura de capa para materiales flexibles como TPU y nylon, así como consejos para la impresión con resina.
¿Qué ALTURA DE CAPA te da las impresiones 3D más FUERTES?
Alturas de capa para TPU, Nylon y Resina
Adentrémonos en las recomendaciones de altura de capa para materiales flexibles como TPU y Nylon, así como para impresoras de resina SLA.
Configuraciones de altura de capa para TPU y Nylon
Cuando trabajas con TPU, la altura de capa típica se encuentra entre 0.2 mm y 0.3 mm. Para proyectos que requieren detalles intrincados, puedes bajar hasta 0.05 mm, mientras que aumentar a 0.6 mm puede acelerar el proceso. Añadir paredes más gruesas y niveles de relleno más altos también puede mejorar la resistencia estructural de tus impresiones flexibles de TPU.
Para Nylon, el punto óptimo está entre 0.2 mm y 0.4 mm. Aunque las capas más delgadas, alrededor de 0.15 mm, pueden mejorar la resistencia, usar un rango más amplio ayuda a reducir el riesgo de alabeo. Para lograr mejores resultados, baja la velocidad de impresión, aumenta el enfriamiento del ventilador y mantén altas las temperaturas del hotend y de la cama. Estos ajustes mejoran la adhesión y minimizan los problemas de alabeo.
Alturas de capa de resina para impresoras SLA
Las impresoras SLA se especializan en precisión, logrando alturas de capa de 0.025 mm a 0.1 mm al curar resina líquida con luz. Este proceso permite impresiones excepcionalmente detalladas.
"Las impresoras de resina y láser suelen tener un mínimo mucho menor en comparación con las impresoras FDM, lo que explica las impresiones increíblemente detalladas que pueden crear." - All3DP
Las alturas de capa ultrafinas en la impresión SLA resultan en superficies lisas y detalles intrincados, lo que hace que estas impresoras sean perfectas para proyectos como miniaturas o joyas donde la calidad de la superficie es lo más importante. Sin embargo, las capas más delgadas significan tiempos de impresión más largos, por lo que encontrar el equilibrio adecuado entre el detalle y la velocidad de producción es clave.
Consejos para mejores resultados de altura de capa
Lograr la altura de capa correcta se trata de encontrar un equilibrio entre cómo se comporta el material y la geometría de tu modelo 3D.
Uso de alturas de capa variables
Las alturas de capa variables te permiten ajustar el grosor de diferentes partes de tu modelo 3D para ahorrar tiempo sin perder calidad. Por ejemplo, puedes usar capas más gruesas (alrededor de 0.3 mm) para áreas planas y capas más delgadas (aproximadamente 0.1–0.12 mm) para secciones curvas. ¿La buena noticia? La mayoría de los slicers modernos manejan las transiciones entre estas alturas de capa sin problemas, por lo que la impresión final se ve consistente.
Solución de problemas comunes de altura de capa
Si estás notando problemas como la separación de capas o el agrietamiento, podría ser porque tu altura de capa está configurada demasiado alta. Para una boquilla de 0.4 mm, una altura de capa en el rango de 0.16 mm a 0.2 mm generalmente proporciona una mejor unión entre capas. Además, comenzar con una capa inicial ligeramente más gruesa (0.20–0.32 mm) puede mejorar la adhesión de la primera capa.
Una placa de construcción limpia es crucial para una adhesión adecuada, así que asegúrate de que esté impecable. Además, verifica que las configuraciones de tu slicer coincidan con tu tipo de cama específico.
Para superficies más suaves, particularmente en curvas o secciones anguladas, intenta reducir la altura de capa a aproximadamente 0.1 mm. Pero ten en cuenta que bajar de 0.1 mm a menudo no vale la pena el tiempo de impresión adicional y podría llevar a problemas como la sobreextrusión o la obstrucción de la boquilla.
Estos ajustes pueden simplificar tu proceso de preparación de impresión, y herramientas como Sloyd lo hacen aún más fácil.
Cómo Sloyd ayuda con la preparación de impresión
El editor 3D de Sloyd está diseñado para crear modelos 3D con topología limpia y geometría optimizada. Esto asegura que el slicing sea predecible, mejorando la unión de las capas y reduciendo las posibilidades de fallos de impresión. Es especialmente útil cuando trabajas con materiales difíciles o alturas de capa muy finas.
Conclusión
Tu elección de material juega un papel clave en la determinación de las configuraciones ideales de altura de capa. Encontrar el equilibrio adecuado significa comprender cómo se comporta cada material y alinearlo con tus objetivos de impresión. Factores como el comportamiento de enfriamiento, la adhesión y las necesidades de temperatura influyen en la calidad de la unión de las capas. Si bien las capas más delgadas ofrecen mayor detalle, también aumentan el tiempo de impresión. Por otro lado, las capas más gruesas aceleran el proceso, pero pueden comprometer la suavidad de la superficie.
Comienza con los rangos de altura de capa recomendados para tu material, ajusta según sea necesario basándote en tus resultados y aprovecha herramientas como el editor 3D de Sloyd para lograr un slicing preciso y una unión de capas consistente para cualquier proyecto.
Preguntas Frecuentes
¿Cómo elijo la altura de capa correcta para diferentes materiales de impresión 3D?
Elegir la altura de capa correcta es un acto de equilibrio que depende del hardware de tu impresora, el material con el que estás imprimiendo y lo que intentas lograr. Comienza observando el tamaño de tu boquilla. Generalmente, las alturas de capa caen entre el 20% y el 80% del diámetro de la boquilla, aunque la mayoría de las impresiones funcionan mejor dentro del rango del 50%–75%. Para una boquilla estándar de 0.4 mm, esto se traduce en una altura de capa entre 0.1 mm y 0.32 mm, siendo 0.2 mm un punto de partida fiable. Las capas más delgadas, como 0.1 mm, te dan superficies más suaves y detalles más finos, pero tardan más en imprimirse. Por otro lado, las capas más gruesas, como 0.3 mm, se imprimen más rápido pero pueden dejar líneas de capa más notorias.
El material que estás utilizando también juega un papel importante. El PLA es bastante flexible, pero aumentar la altura de capa de 0.16 mm a 0.28 mm puede reducir su resistencia hasta en un 27%. El ABS, sin embargo, tiende a funcionar mejor con capas ligeramente más gruesas para asegurar la fiabilidad. Para materiales como el nylon y otras opciones de alta temperatura, mantener alturas de capa moderadas ayuda a evitar problemas como la delaminación. El PETG generalmente funciona bien con una altura de capa estándar de 0.2 mm, pero si bajas demasiado, podrías encontrarte con problemas de stringing.
En última instancia, el propósito de tu impresión es igual de importante. Las capas más gruesas son ideales para piezas funcionales donde la resistencia y la velocidad son lo más importante. Por otro lado, las capas más delgadas son más adecuadas para proyectos que exigen detalles intrincados o un acabado pulido y estético. Al considerar todos estos factores, junto con las capacidades de tu impresora, puedes ajustar tus configuraciones para obtener los mejores resultados para cualquier proyecto.
¿Cómo afecta la altura de capa a la velocidad y calidad de la impresión 3D?
La altura de capa que selecciones juega un papel clave en la determinación de la velocidad y calidad de tus impresiones 3D. Optar por alturas de capa más pequeñas, como 0.05–0.1 mm, resulta en impresiones con detalles más finos, superficies más suaves y una resistencia mejorada. ¿La contrapartida? Añade más capas, lo que significa tiempos de impresión más largos.
Por el contrario, alturas de capa más grandes, como 0.2–0.4 mm, pueden reducir drásticamente el tiempo de impresión al disminuir el número de capas. Sin embargo, esto tiene el costo de una menor resolución y un acabado superficial más áspero. La altura de capa ideal depende en última instancia de las necesidades de tu proyecto, ya sea que la precisión y la durabilidad sean las principales prioridades o si la velocidad tiene precedencia.
¿Qué desafíos pueden surgir al imprimir con materiales como ABS y PETG, y cómo los abordo?
El ABS puede ser un desafío para trabajar debido a problemas como el alabeo, el agrietamiento y la mala adhesión a la placa de construcción. Para abordar estos problemas, comienza con una cama caliente configurada a aproximadamente 100°C (212°F) e imprime en un espacio cerrado o sin corrientes de aire para asegurar un enfriamiento uniforme. Añadir un brim o raft puede aumentar la adhesión, y aplicar un adhesivo ligero, como una barra de pegamento o una pasta de ABS, ayuda a asegurar aún más la impresión. Mantén la temperatura de la boquilla entre 230–250°C (446–482°F) y evita usar ventiladores de enfriamiento, ya que pueden aumentar la contracción y provocar grietas.
El PETG, por otro lado, a menudo enfrenta desafíos como el stringing (hilos), el goteo y una adhesión demasiado fuerte a la cama. Para reducir el stringing, ajusta las configuraciones de retracción y baja la temperatura de la boquilla a alrededor de 230°C (446°F). Un ventilador de enfriamiento moderado (30–50%) ayuda a solidificar el material sin causar problemas de capa. Para una mejor adhesión a la cama, configura la cama caliente a 70–80°C (158–176°F) y usa una capa ligera de barra de pegamento o una lámina de PEI. Velocidades de impresión más lentas, alrededor de 40–60 mm/s, y añadir un brim para piezas más grandes también pueden conducir a resultados más suaves.